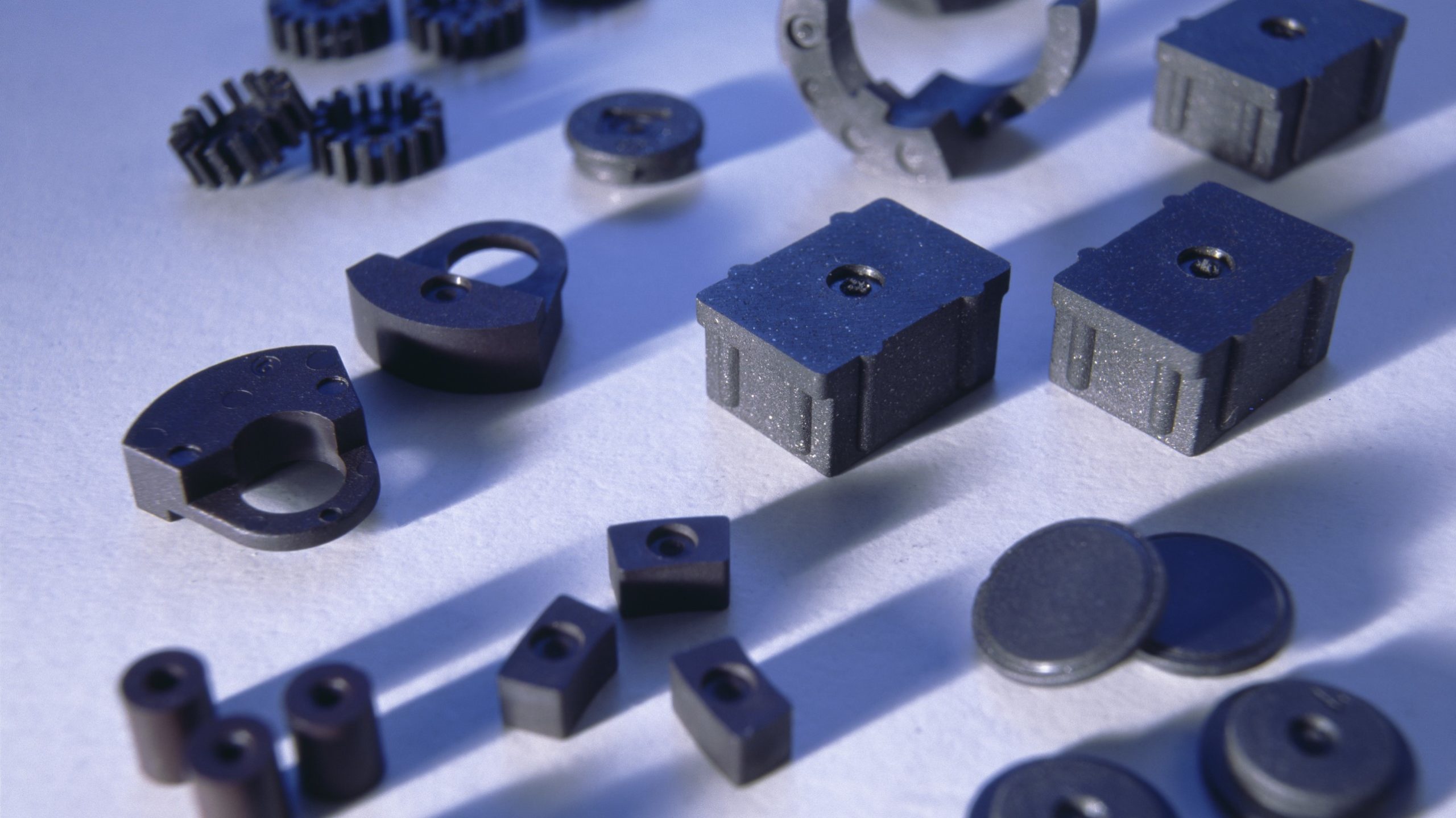
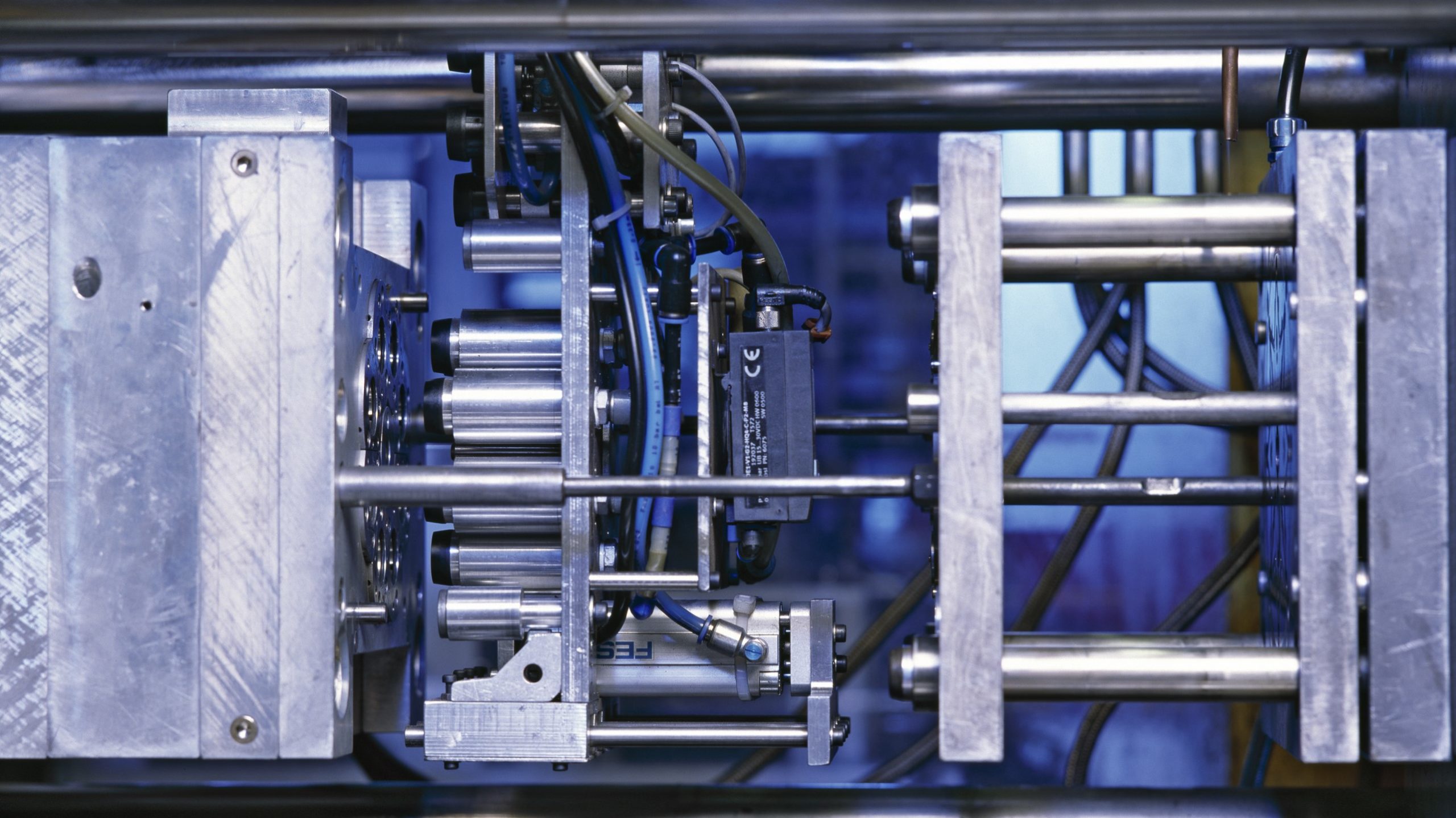
Spritzguss Know-How
für komplexe Geometrien
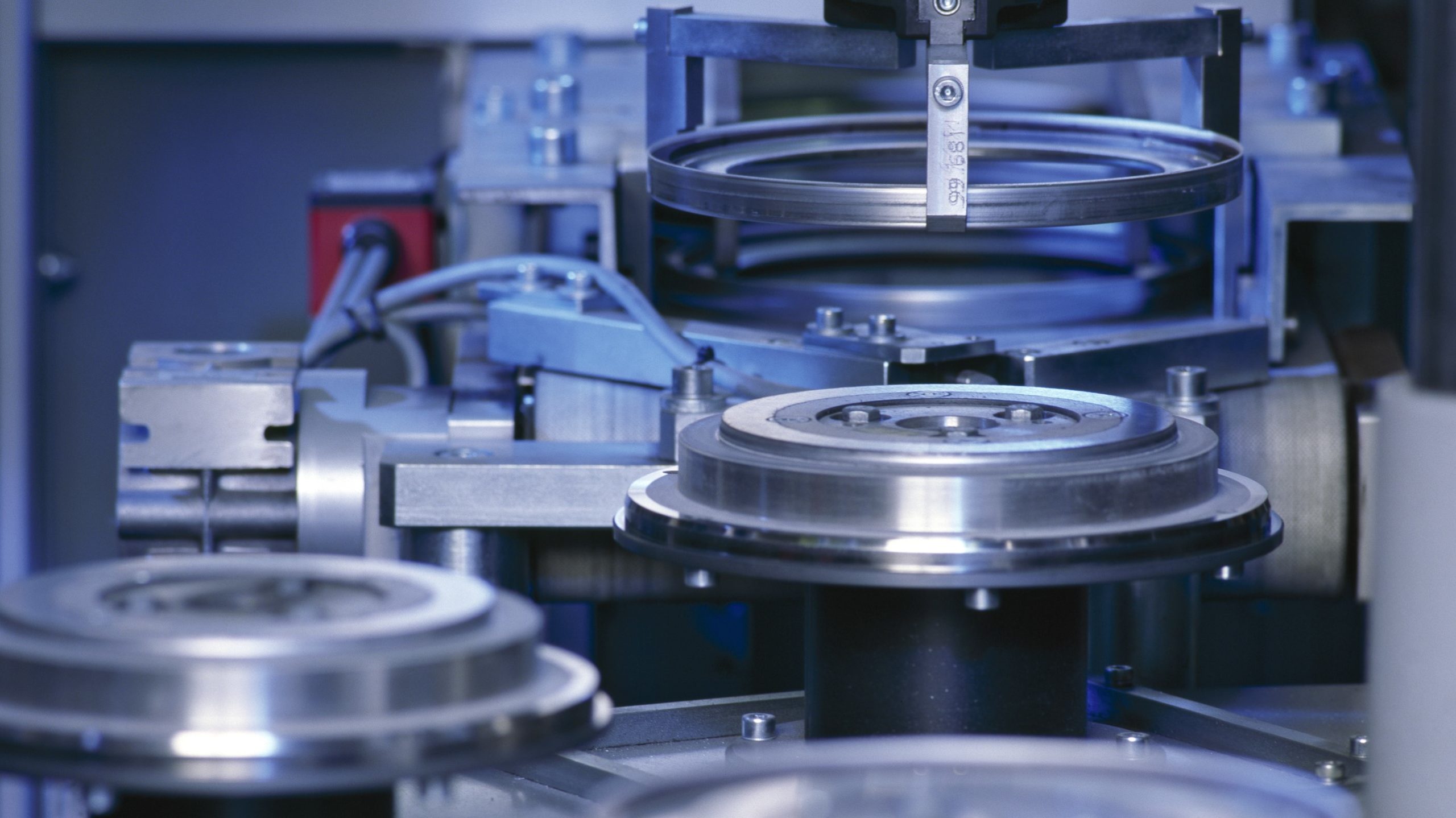
Automatisierte Fertigung
für höchste Präzision
9 Jahrzehnte Erfahrung
für punktgenaue Magnetisierung
Modernste Technologie
für ein zuverlässiges Produkt
Lückenlose Qualität
für größte Sicherheit
Ihr Partner für wirtschaftliche Lösungen
Die Magnetfabrik Bonn ist ein mittelständisches Familienunternehmen mit nunmehr fast 90-jähriger Tradition. Von den Anfängen bis heute gehören wir zu den Pionieren auf dem Gebiet der Herstellung von Dauermagneten.
News
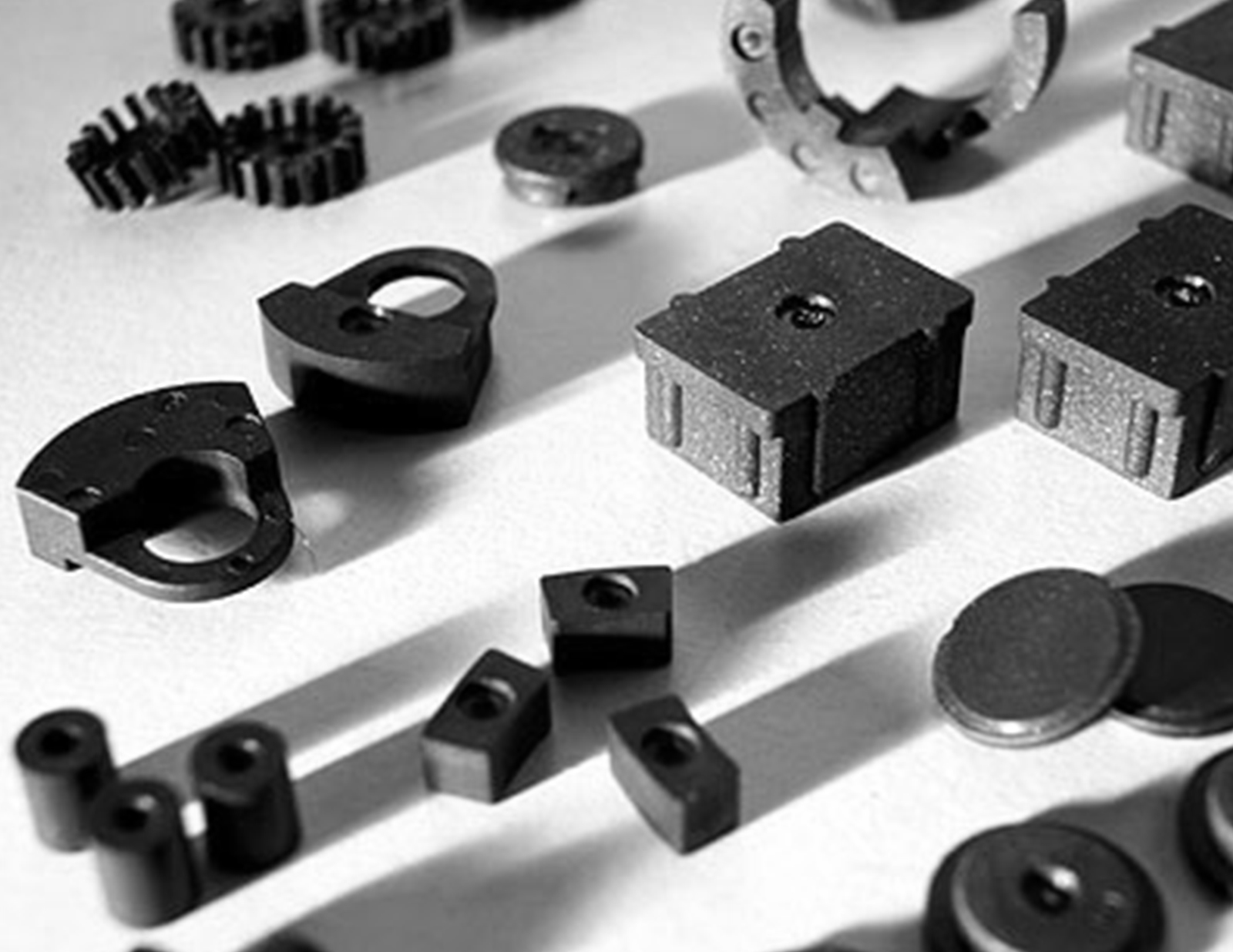
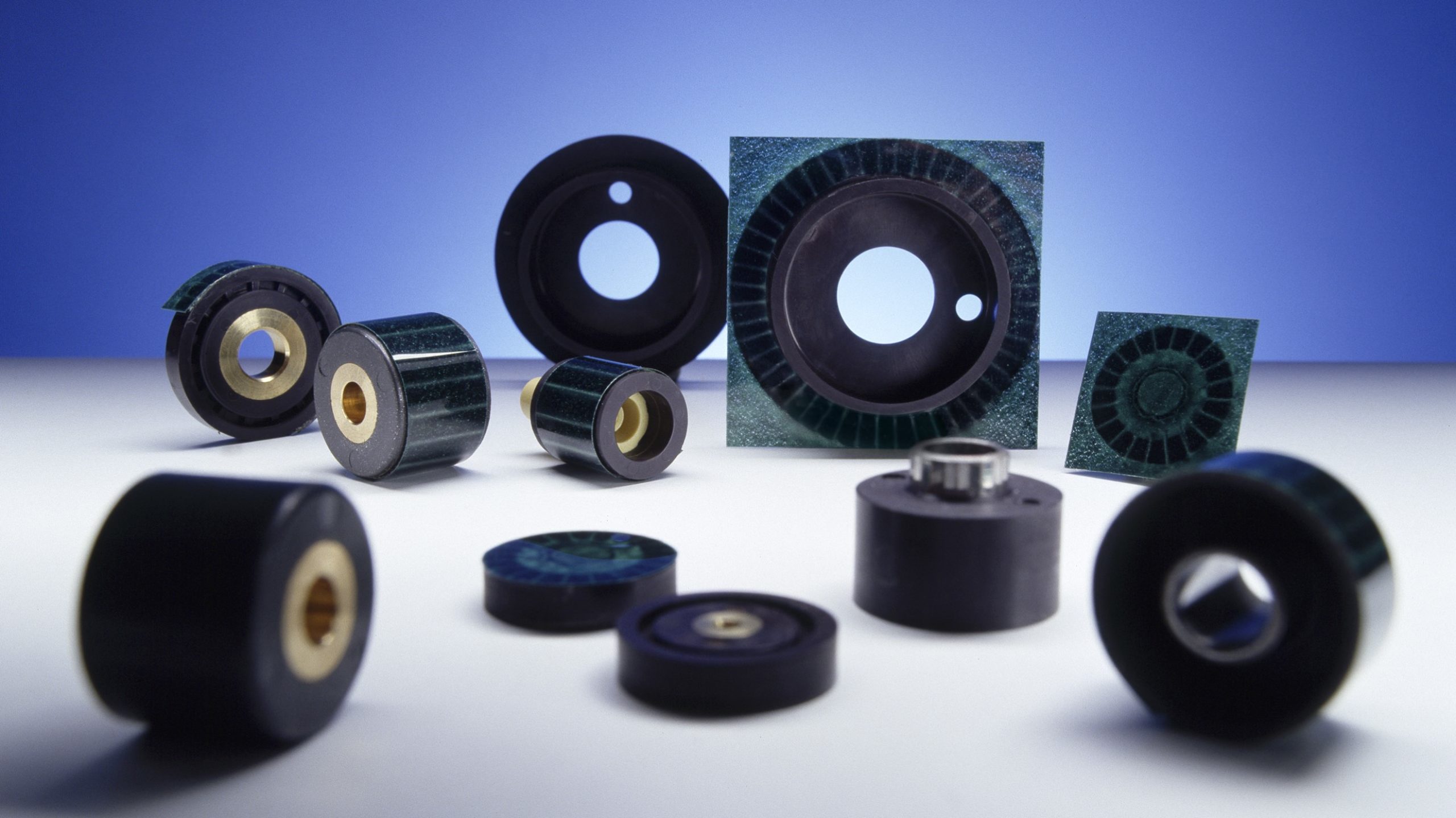
Unsere Produkte
Die einzigartige Entwicklungs- und Produktionserfahrung unseres Teams sowie das Know-how aus tausenden von Anwendungsfällen nutzen wir, um unseren Kunden sichere, maßgeschneiderte und wirtschaftliche Lösungen anbieten zu können.
Mehr erfahrenUnsere Leistungen
Tauchen Sie mit uns in die Welt des Magnetismus ein und entdecken Sie innovative Anwendungsmöglichkeiten für Ihre zukünftigen Produkte. Höchste Ansprüche an Qualität, Präzision sowie Innovation und nicht zuletzt unsere mehr als 90-jährige Erfahrung machen uns zum Experten für exzellente Magnetlösungen.
Von der Ideenfindung bis zur Marktreife unterstützen wir Sie mit unserem Team von circa 150 hochmotivierten Spezialisten, um Ihre Produkte schnellstmöglich und kostengünstig auf den Markt zu bringen – Alles aus einer Hand, Alles aus Bonn.
Ausbildung
Wir bieten Euch in allen vier Ausbildungsberufen:
- 35 Stunden/Woche
- 30 Tage Urlaub
- Eine überdurchschnittliche Ausbildungsvergütung
- Urlaubsgeld / Weihnachtsgeld / Tarifliches Zusatzgeld
- Eine praxisorientierte Ausbildung
- Sehr gute Übernahmechance
Industriekaufmann
(m/w/d)
Als Industriekaufmann bist Du das Organisationstalent. Vom Einkauf über die Fertigungsplanung bis hin zum Vertrieb behältst Du die Kontrolle.
Werkzeugmechaniker
(m/w/d)
Als Werkzeugmechaniker bist Du gefragt, wenn es um Präzision geht. Du arbeitest am Herzstück der Produktion – den Werkzeugen, die den Produkten die Form verleihen.
Technischer Produktdesigner
(m/w/d)
Als Technischer Produktdesigner bist Du die erste Anlaufstelle wenn es um die Verbindung zwischen Konstruktion, Design und Funktionalität geht.
Industriemechaniker
(m/w/d)
Als Industriemechaniker bist Du der Herr der Maschinen. Du erlebst den gesamten Prozess vom ersten Einzelteil bis zur Fertigstellung der Anlage.
Unsere Kunden
Viel Erfahrung, breites Know-how, hervorragende Produkte, Flexibilität und Liefersicherheit – das ist der Mix, den unsere Kunden schätzen. Führende Hersteller und Zulieferer vertrauen auf unsere Lösungen. Mit einigen von ihnen bestehen seit Jahren strategische Allianzen, um gemeinsam im Wettbewerb die Nase vorn zu haben.
Eine Auswahl unserer zufriedenen Kunden









Haben Sie Fragen? Wir freuen uns über Ihre Kontaktaufnahme und stehen Ihnen gerne zur Verfügung. Ihre Nachricht wird schnellstmöglich beantwortet.